Podporuje poskytnuté výkresy a vzorky; 24-hodinová odozva.
Podporuje poskytnuté výkresy a vzorky; 24-hodinová odozva.

28. marca 2024
I. Súčasný stav priemyslu nehrdzavejúcej ocele V súčasnosti sa nehrdzavejúca oceľ stala nevyhnutným materiálom v modernom priemysle s aplikáciami v stavebníctve, ropnom, chemickom, potravinárskom, leteckom a medicínskom priemysle. S rozvojom spoločnosti, hospodárstva a technológií sa používanie nehrdzavejúcej ocele čoraz viac rozširuje. V roku 2019 celosvetová produkcia nehrdzavejúcej ocele presiahla 50 miliónov ton, pričom produkcia Číny presiahla 29 miliónov ton, čo predstavuje takmer 60 % celosvetovej produkcie nehrdzavejúcej ocele, čím sa stala najväčším svetovým výrobcom nehrdzavejúcej ocele. Priemysel nehrdzavejúcej ocele však čelí aj niektorým problémom, ako sú nerovnováha medzi ponukou a dopytom na trhu, nedokonalé priemyselné štandardy, nízka technologická úroveň a nekonzistentné štandardy výrobkov. Tieto problémy obmedzujú rozvoj priemyslu a vyžadujú si úzku spoluprácu medzi predchádzajúcimi a odberateľskými sektormi priemyselného reťazca a prijatie účinných stratégií a metód pre stabilný pokrok. II. Budúce trendy priemyslu nehrdzavejúcej ocele V budúcnosti sa trh s nehrdzavejúcou oceľou bude naďalej rozširovať a bude vykazovať nasledujúce trendy: 1. Špičková…
28. marca 2024
I. Definícia a typy tolerancií Tolerancia sa vzťahuje na maximálny povolený rozsah odchýlok súčiastky a je jedným z ukazovateľov na meranie požiadaviek na presnosť súčiastky. Hoci má nehrdzavejúca oceľ vynikajúcu odolnosť proti korózii, počas spracovania sa môžu vyskytnúť určité odchýlky, preto je kontrola tolerancie kľúčová. Medzi bežné typy tolerancií patrí bežná tolerancia, medzná tolerancia, základná tolerancia a tolerancia triedy. Bežná tolerancia sa vzťahuje na toleranciu bez špecifických špecifikácií, medzná tolerancia sa vzťahuje na toleranciu s určitými špecifikáciami, základná tolerancia sa vzťahuje na medzu tolerancie na dosiahnutie určitého stupňa presnosti a tolerancia triedy sa vzťahuje na toleranciu špecifikovanú podľa noriem triedy. II. Výpočtové vzorce pre toleranciu Výpočtové vzorce pre toleranciu sa líšia v závislosti od typu tolerancie. Tu sú niektoré bežne používané vzorce na výpočet tolerancie: 1. Bežná tolerancia: Hodnota tolerancie = Horná tolerancia - Dolná tolerancia 2. Medzná tolerancia: Hodnota tolerancie = Maximálna medza - Minimálna medza 3. Základná tolerancia: Základná tolerancia = Maximálna…

27. marca 2024
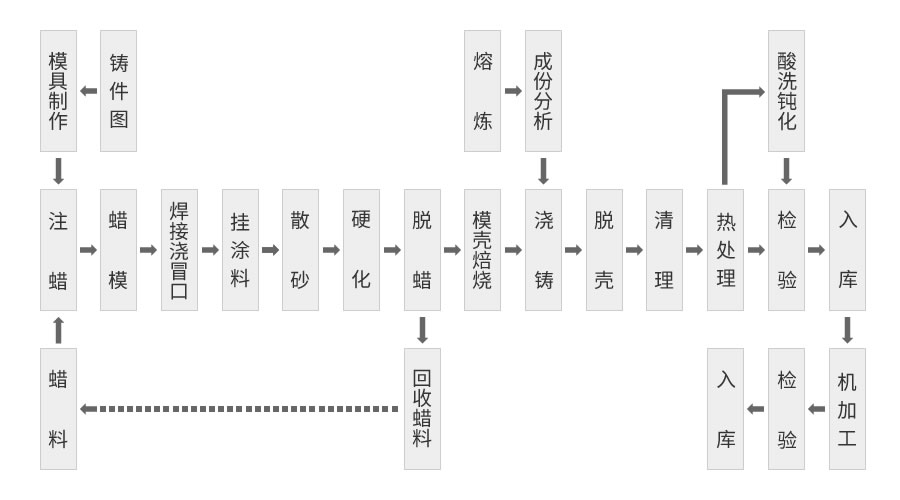
I. Čo je presné odlievanie nehrdzavejúcej ocele? Pri výrobe výrobkov z nehrdzavejúcej ocele majú niektoré výrobky nezvyčajné tvary, ktoré sa nedajú vyrobiť pomocou procesov, ako je ohýbanie rúrok. Na výrobu týchto nepravidelne tvarovaných výrobkov (dutých alebo plných vo vnútri) sa používa proces: vosková forma → piesková forma → plnenie a tvarovanie tekutým materiálom. Výhody: Na základe rôznych voskových foriem je možné vytvoriť rôzne štýly. Nevýhody: Presnosť tvarovaného polotovaru nie je vysoká a drsnosť povrchu je relatívne veľká. II. Postup presného odlievania 1. Výroba foriem podľa rôznych tvarov výrobkov. Formy sa delia na horné a dolné konkávne formy, ktoré sa dokončujú kombináciou procesov, ako je sústruženie, hobľovanie, frézovanie, leptanie a EDM. Tvar a veľkosť konkávnej formy zodpovedajú polovici výrobku. Pretože voskové formy sa používajú hlavne na priemyselné lisovanie voskov, pre formy sa vyberajú materiály zo zliatin hliníka s nízkou teplotou topenia, nízkou tvrdosťou, nízkymi požiadavkami, nízkou cenou a nízkou hmotnosťou. 2. Na výrobu veľkého počtu pevných priemyselných voskových modelov sa používajú formy zo zliatin hliníka. Za normálnych okolností priemyselný…
8. júna 2023
Nečistoty sú kľúčovými prvkami ovplyvňujúcimi čistotu a priehľadnosť oxidového filmu na presných odliatkoch z nehrdzavejúcej ocele. Jeho hrúbka, pórovitosť, čistota a kvalita tesnenia priamo ovplyvňujú zrkadlový lesk odliatku. Napríklad vyšší obsah nečistôt v oxidovom filme znižuje čistotu a znižuje priehľadnosť odliatku. Aby sa zabezpečil zrkadlový lesk presných odliatkov z nehrdzavejúcej ocele, musí sa obsah nečistôt v oxidovom filme znížiť. Preto sa hrúbka, pórovitosť, čistota a kvalita tesnenia filmu musia starostlivo kontrolovať, aby sa minimalizoval vplyv na spracovanie. Nečistoty v oxidovom filme presných odliatkov z nehrdzavejúcej ocele pochádzajú predovšetkým zo samotného odliatku, pričom niektoré pochádzajú z oxidačného kúpeľa. Preto vhodné zníženie obsahu legujúcich prvkov v odliatku môže minimalizovať množstvo nečistôt. Presné odlievanie z nehrdzavejúcej ocele je proces odlievania s nízkym alebo žiadnym rezom, čo je špičková technológia v odlievacom priemysle so širokým uplatnením, vhodná nielen na odlievanie rôznych typov a zliatin. ...
8. júna 2023
1. Presné odliatky sa tvarujú naliatím roztaveného kovu do formy a jeho následným ochladením. Existuje mnoho procesov odlievania pre presné odliatky, vrátane odlievania do kovových foriem, tlakového odlievania, odlievania do vytavených foriem, odlievania do penových foriem a odlievania v tvare písmena V. Presné odliatky produkujú relatívne presné hotové výrobky, ktoré vyžadujú len málo alebo žiadne ďalšie obrábanie. Dokážu tiež vyrábať odliatky so zložitými tvarmi a tenkými hrúbkami, pričom sa ľahko manipuluje s malými aj veľkými dielmi. V súčasnosti sa technológia presného odlievania rýchlo rozvíja na celom svete a má širokú škálu aplikácií. 2. Bežné odlievanie, známe aj ako kované odlievanie, produkuje relatívne drsnejšie diely v porovnaní s presnými odliatkami. Tlakové odlievanie využíva tlakové odlievanie. Pod vysokým tlakom sa roztavený kov nalieva do odlievacej formy vysokou rýchlosťou. Tlak potom spôsobuje jeho stuhnutie. Bežné odlievanie často používa viacero surovín…
17. mája 2023
Odlievanie je široko použiteľná metóda na výrobu rôznych presných oceľových odliatkov, ako aj odliatkov zo zliatin hliníka, ferozliatin a zliatin zinku. Pre krehké zliatiny so zlou plasticitou, ako je napríklad bežná liatina, je odlievanie jediným schodným procesom tvárnenia. Odlievané oceľové diely majú určitú rozmerovú presnosť, ktorá vo všeobecnosti prevyšuje presnosť bežných výkovkov a zváraných dielov. Okrem toho majú odliatky nízke náklady na spracovanie, dobrý celkový ekonomický výkon a sú lepšie ako iné metódy tvárnenia kovov, pokiaľ ide o spotrebu energie a materiálu a výrobné náklady. Odlievaná oceľ má však vysoký bod topenia, čo má za následok zodpovedajúco vysokú teplotu odlievania. Pri vysokých teplotách interakcia medzi roztavenou oceľou a materiálom formy ľahko vedie k poruchám priľnavosti piesku. Preto by sa na formu mal použiť umelo vyrobený kremenný piesok s vysokou žiaruvzdornosťou a povrch formy by mal byť potiahnutý povlakom z kremenného prášku alebo zirkónového piesku. Tým sa výrazne znížia zdroje plynu a zlepší sa tekutosť roztavenej ocele…
17. mája 2023
Vývoj presného odlievania silikasolom v Číne je relatívne nedávny. Výrobný proces vyžaduje vysokú presnosť, čo si vyžaduje hlbšie pochopenie procesu v teórii aj praxi a neustále zlepšovanie základných odborných vedomostí. Presné odlievanie silikasolom obohacuje praktické skúsenosti, zefektívňuje celý výrobný proces presného odlievania a vyrába produkty vyššej kvality. Počas procesu plnenia je potrebné skvapalniť a rozložiť penový model, čím vzniká veľa plynov s malými molekulami a penového popola. Tieto látky sú do určitej miery škodlivé pre ľudí. Obsluha musí pri každodennej práci prísne dodržiavať návod na obsluhu, a to ako v skutočnej prevádzke, tak aj s pomocnými ochrannými prostriedkami. Znalosť prevádzkových postupov je nevyhnutná. Presné odlievanie silikasolom…
Zadajte materiál, názov produktu alebo technológiu spracovania, napríklad “obežné koleso 316L” alebo “odlievanie z kremičitého sólu”.






