Компания базируется на местном уровне и работает по всему миру.
Компания базируется на местном уровне и работает по всему миру.

22 апреля 2023 г.
В настоящее время на заводах широко используются несколько методов точного литья, которые могут удовлетворить реальные производственные потребности. Однако показатели качества формовочного материала напрямую связаны с качеством точного литья, непосредственно влияя на его точность размеров и качество. Поэтому к контролю размеров и качества литья из формовочного материала предъявляются более высокие требования. Требования к формовочным материалам следующие: 1. Для достижения требуемой точности размеров необходимы малая линейная усадка и минимальный коэффициент расширения в диапазоне температур размягчения. 2. Для облегчения создания оболочки формы с использованием воска и удаления воска из нее необходимы низкая теплоемкость и умеренная температура плавления. 3. Формовочный материал должен обладать достаточной твердостью и прочностью при комнатной температуре и высокой термической стабильностью при температуре немного выше комнатной, чтобы предотвратить различные трещины, сколы или царапины на поверхности в реальном производстве и повседневной жизни. 4. Для обеспечения хорошей текучести и формовочных свойств необходима низкая вязкость в расплавленном состоянии, что полезно для тонкостенных и сложных по форме отливок…
22 апреля 2023 г.
Точная механическая обработка — это важнейший процесс изготовления крупных и мелких деталей в соответствии со строгими производственными спецификациями и критическими допусками. Конечно, не каждая работа требует такого уровня точности, но это крайне важно, когда детали должны соответствовать очень специфическим проектным требованиям. Точные отливки широко распространены в самых разных отраслях, от медицины и аэрокосмической промышленности до автомобилестроения и бытовой электроники. Понимание точной механической обработки: Основная форма точной механической обработки заключается в том, что из большого куска материала удаляется излишек для получения меньшего куска. Процесс удаления материала определенным образом заменяет больший кусок материала. Этот меньший кусок материала будет точно там, где он необходим для успешного выполнения своей задачи. Как правило, это включает в себя резку материала до точных форм и размеров, что требует использования нескольких станков.
19 апреля 2023 г.
Необходимость контроля качества крупных и средних отливок из нержавеющей стали: В последние годы стремительное развитие литейной промышленности привело к проблеме непостоянного качества продукции. Однако, если мы производим продукт и сразу же продаем его, не обращая внимания на качество, качество продукта будет недостаточным, и клиенты будут чувствовать себя некомфортно, используя его. Этот принцип применим и к крупным и средним отливкам из нержавеющей стали. Нет необходимости исследовать причины низкого качества крупных и средних отливок из нержавеющей стали или дорабатывать процесс на этапе производства; цель состоит в постоянном улучшении качества продукции для повышения ее общей пригодности. Естественно, это предполагает постоянное совершенствование преимуществ конкретных характеристик продукта на основе его возможностей применения, с учетом всех аспектов его применения, чтобы качество крупных и средних отливок из нержавеющей стали, например, высшего уровня, имело превосходный контроль качества, отражая преимущества общих характеристик продукта и делая его конкурентоспособным. Итак, как именно мы…
17 апреля 2023 г.
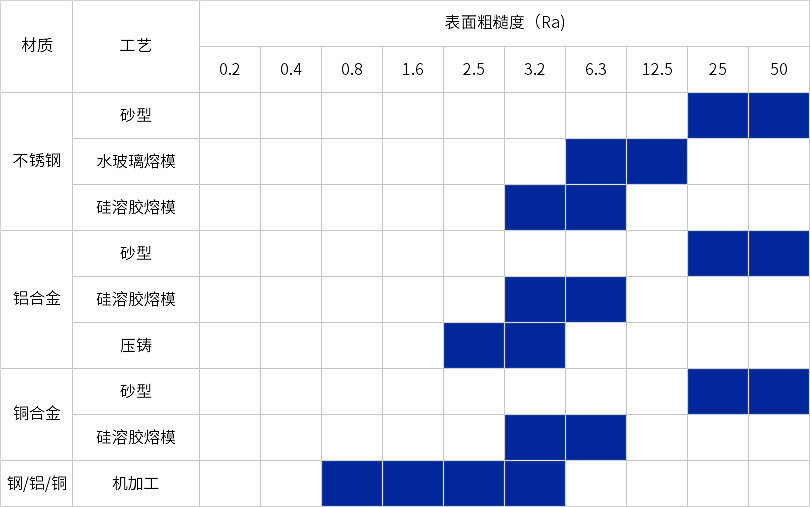
Данный стандарт основан на блоке образцов для сравнения шероховатости поверхности отливки, указанном в (GB/T 15056-2017), для проверки шероховатости поверхности отливок и служит эталоном для процесса литья и выбора параметров шероховатости поверхности отливки.
17 апреля 2023 г.
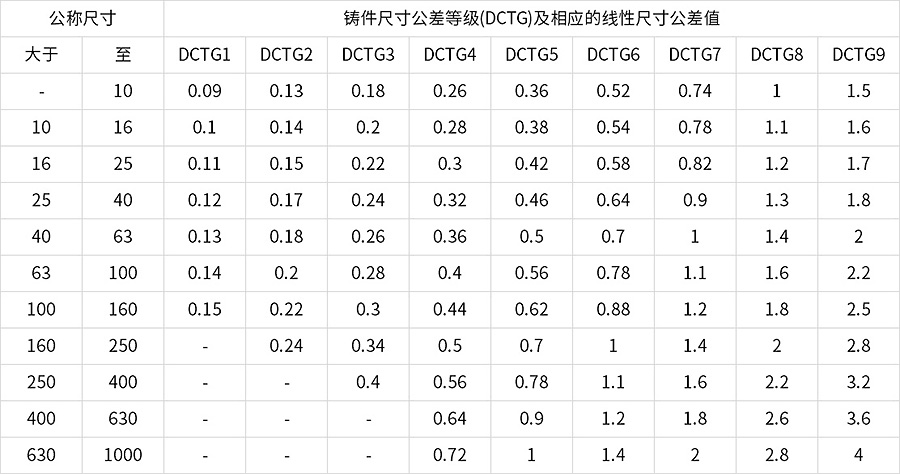
Точность размеров является одним из важных показателей качества отливок. Стандарт допусков размеров для отливок является объективной основой для измерения точности размеров отливок. Компания Haijin Stainless Steel строго придерживается национального стандарта GB/T6414-2017. Для отливок, изготовленных методом литья по выплавляемым моделям, выбираются следующие соответствующие классы допусков в зависимости от их максимального номинального размера: 1. Если максимальный номинальный размер ≤ 100, выбираются классы DCTG4–DCTG6; 2. Если 100 < максимальный номинальный размер ≤ 400, выбираются классы DCTG4–DCTG8; 3. Если максимальный номинальный размер > 400, выбираются классы DCTG4–DCTG9. Допуски размеров отливки (DCTG), допуски на прямолинейность отливки, допуски на плоскостность отливки…
24 февраля 2023 г.
Меры по предотвращению оксидных включений: Строго контролировать процесс плавки, плавить быстро, уменьшать окисление и тщательно удалять шлак. Алюминиево-магниевые сплавы необходимо плавить под защитным покрытием. Корпус печи и инструменты должны быть чистыми, без оксидов и предварительно нагреты; краску следует высушить после нанесения. Разработанная система литья должна обладать стабильным потоком, буферными свойствами и способностью к очистке. Для обеспечения стабильного потока жидкости и предотвращения вторичного окисления следует использовать наклонную литниковую систему. Выбранное покрытие должно обладать высокой адгезией, а шлак должен образовываться внутри отливки во время заливки без отслаивания. Меры по предотвращению горячих трещин: Следует избегать локального перегрева в фактической литниковой системе для снижения внутренних напряжений. Наклон формы и стержня должен составлять более 5°; после затвердевания можно использовать перевернутые питатели; при необходимости металлические стержни можно заменить песчаными. Контролировать толщину покрытия для обеспечения постоянной скорости охлаждения отливки. Выбирать соответствующую температуру формы в зависимости от толщины отливки. Измельчать микроструктуру сплава для повышения стойкости к горячим трещинам. Улучшить структуру отливки, устранить острые углы и резкие перепады толщины стенок, а также уменьшить…
24 февраля 2023 г.
Поскольку литье из нержавеющей стали в металлической форме охлаждается и затвердевает быстрее, чем в песчаной, а металлическая форма не имеет допусков, напряжение, возникающее в отливке при литье в металлическую форму, больше, чем при литье в песчаную форму, и склонность к растрескиванию также выше. Также легко возникают такие дефекты, как неполное заполнение, холодный зазор и белый чугун (для отливок). В целом: (1) Для предотвращения неполного заполнения и холодного зазора при литье из нержавеющей стали следует учитывать следующие конструктивные моменты: А. Форма отливки должна быть максимально обтекаемой, избегая острых углов и резких изменений в соединительной структуре, чтобы облегчить поток расплавленного металла; Б. Толщина стенок отливки должна быть соответствующей и не слишком тонкой, особенно при больших габаритах отливки; В. Следует избегать больших горизонтальных поверхностей, поскольку они приводят к очень медленному подъему расплавленного металла во время литья, с большой площадью поверхности, контактирующей с воздухом, что способствует окислению. В то же время, поскольку металлическая форма быстро рассеивает тепло, расплавленный металл быстро теряет свою текучесть, что легко приводит к дефектам, таким как неполное заполнение, холодный шов и включения; (2) Чтобы предотвратить литье нержавеющей стали…
24 февраля 2023 г.
Нержавеющая сталь — это легированная сталь с содержанием хрома не менее 10,51 TP3T. Она обладает высокой коррозионной и износостойкостью, превосходными технологическими свойствами и красивой, декоративной поверхностью после шлифовки и полировки. Когда нержавеющая сталь впервые стала популярной в моей стране, люди часто отличали её исключительно по устойчивости к ржавчине и немагнитным свойствам. Однако это неточно и расплывчато. Существует множество типов нержавеющей стали, каждый из которых имеет различное применение, и их устойчивость к ржавчине, коррозионная стойкость и магнитные свойства значительно различаются. Простых характеристик поверхности уже недостаточно для дифференциации. Ниже мы приводим характеристики и элементный состав некоторых широко используемых сплавов нержавеющей стали, которые широко применяются в производстве и повседневной жизни. Основные характеристики и области применения нержавеющей стали Марка сплава Свойства сплава Области применения Аустенитная нержавеющая сталь 304 с содержанием Ni более 81 TP3T, пищевой сплав, подходит для общего бытового и коммерческого использования, безопасна для длительного контакта с человеком и является наиболее широко используемой нержавеющей сталью…
24 февраля 2023 г.
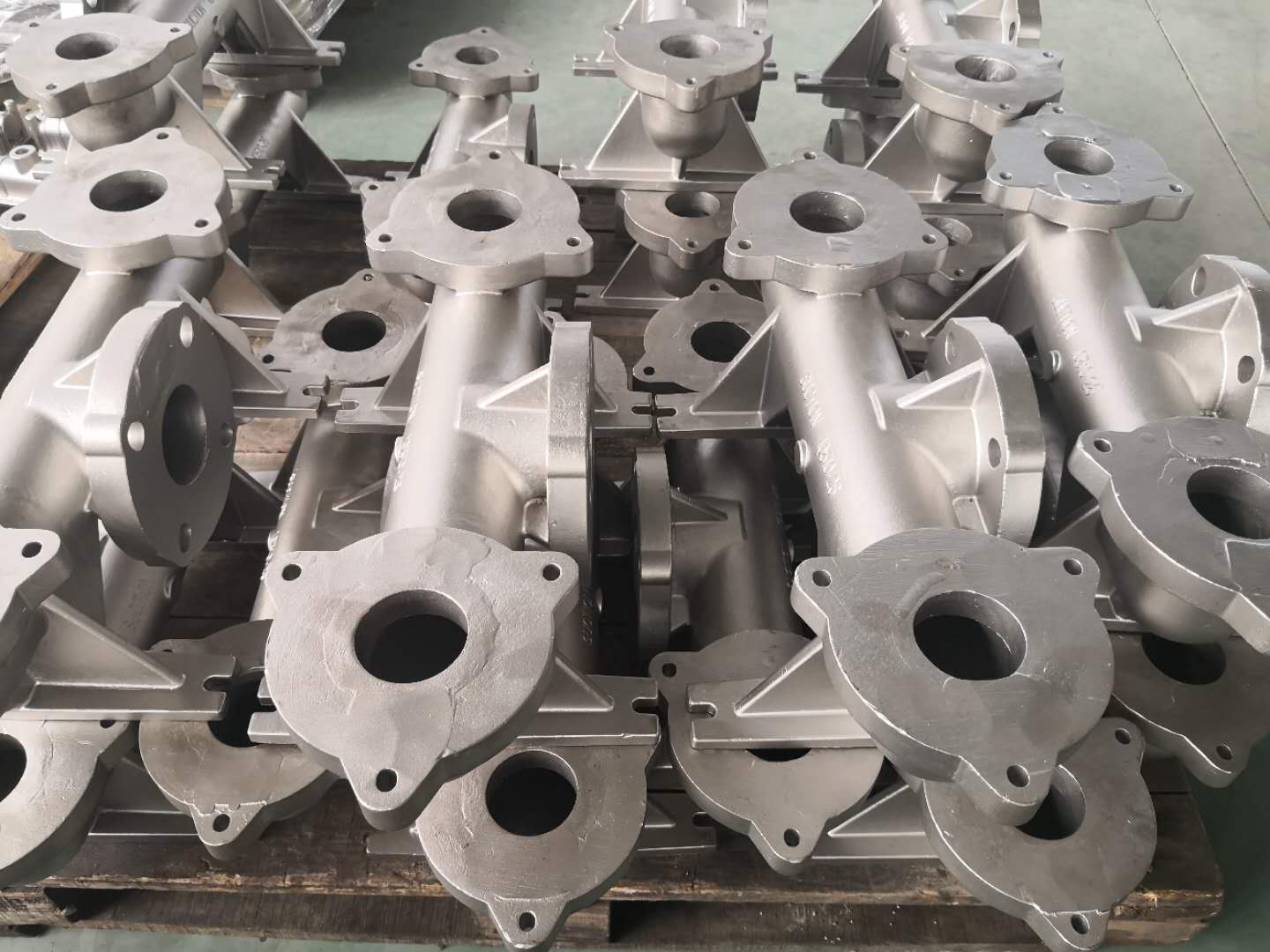
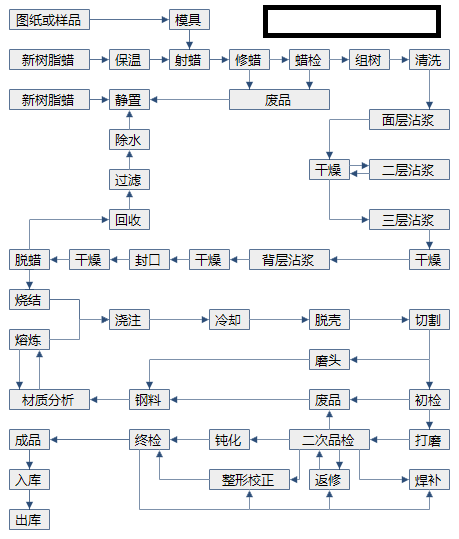
Точное литье, также известное как литье по выплавляемым моделям, — это процесс изготовления изделий с получением формы, близкой к окончательной, и в настоящее время является самой передовой технологией литья. Благодаря точному литью можно производить полуфабрикаты или готовые изделия сложной формы, с высокой точностью размеров, гладкими поверхностями и формами, близкими к окончательной форме детали, которые можно использовать непосредственно без дополнительной обработки или с минимальной обработкой. Основной производственный процесс точного литья выглядит следующим образом: сначала изготавливается восковая модель тех же размеров и формы, что и изделие. Затем на поверхность восковой модели наносятся слои огнеупорного материала. После высыхания получается оболочковая форма достаточной прочности. Затем воск расплавляется и удаляется, и в нее заливается расплавленная сталь. После охлаждения получается стальное изделие, идентичное восковой модели. По сравнению с обычной механической обработкой, точное литье позволяет минимизировать механическую обработку и достичь высокой степени детализации. Для некоторых чрезвычайно сложных деталей точное литье часто является единственным способом их изготовления. Технологический процесс точного литья компании Haijin в городе Синхуа, Haijin Stainless Steel…







