Lokal ansässig, im Dienste der Welt
Lokal ansässig, im Dienste der Welt

22. April 2023
Aktuell können verschiedene gängige Präzisionsgussverfahren in Fabriken die aktuellen Produktionsanforderungen erfüllen. Die Leistungskennzahlen des Formmaterials stehen jedoch in direktem Zusammenhang mit der Qualität der Präzisionsgussteile und beeinflussen somit deren Maßgenauigkeit und Qualität. Daher müssen höhere Anforderungen an die Maß- und Qualitätskontrolle von Formmaterialien gestellt werden. Die Leistungsanforderungen an Formmaterialien sind wie folgt: 1. Eine geringe lineare Schwindungsrate und ein minimaler Ausdehnungskoeffizient im Erweichungsbereich sind erforderlich, um die geforderte Maßgenauigkeit zu erreichen. 2. Eine niedrige Wärmekapazität und ein moderater Schmelzpunkt sind erforderlich, um die Herstellung der Formschale mit Wachs und das anschließende Entformen zu erleichtern. 3. Das Formmaterial sollte bei Raumtemperatur ausreichend hart und fest sein und bei leicht erhöhter Temperatur eine hohe thermische Stabilität aufweisen, um Risse, Brüche oder Oberflächenkratzer im Produktions- und Alltagsbetrieb zu vermeiden. 4. Eine niedrige Viskosität im geschmolzenen Zustand ist erforderlich, um gute Fließfähigkeit und Formeigenschaften zu gewährleisten, was insbesondere bei dünnwandigen und komplex geformten Gussteilen von Vorteil ist.
22. April 2023
Präzisionsbearbeitung ist ein unerlässlicher Prozess zur Herstellung von großen und kleinen Teilen nach strengen Fertigungsvorgaben und engen Toleranzen. Natürlich ist nicht jede Anwendung so präzise, aber sie ist entscheidend, wenn Teile hochspezifische Konstruktionsvorgaben erfüllen müssen. Präzisionsgussteile sind allgegenwärtig, von der Medizin- und Luftfahrtindustrie bis hin zur Automobilindustrie und Unterhaltungselektronik. Was ist Präzisionsbearbeitung? Im Prinzip wird ein größeres Werkstück abgetragen, um ein kleineres Werkstück zu erhalten. Dabei wird das größere Werkstück durch Materialabtrag ersetzt. Das kleinere Werkstück befindet sich genau an der Stelle, wo es für die erfolgreiche Bearbeitung benötigt wird. Typischerweise wird das Material in präzise Formen und Abmessungen geschnitten, wofür mehrere Maschinen zum Einsatz kommen.
19. April 2023
Die Notwendigkeit der Qualitätsprüfung für große und mittelgroße Edelstahlgussteile: Die rasante Entwicklung der Gießereiindustrie hat in den letzten Jahren zu Problemen mit der Produktqualität geführt. Wird ein Produkt jedoch ohne Qualitätsprüfung hergestellt und sofort verkauft, ist die Qualität unzureichend und die Kunden fühlen sich unwohl dabei. Dieses Prinzip gilt auch für große und mittelgroße Edelstahlgussteile. Es ist nicht notwendig, die Gründe für minderwertige Teile während der Fertigung zu untersuchen oder den Prozess abzuschließen; vielmehr ist die kontinuierliche Verbesserung der Produktqualität entscheidend, um die allgemeine Nutzbarkeit zu steigern. Dies beinhaltet die ständige Optimierung der spezifischen Produkteigenschaften basierend auf den Anwendungsmöglichkeiten. Dabei werden alle Aspekte der Produktwirkung berücksichtigt, sodass die Qualität großer und mittelgroßer Edelstahlgussteile – insbesondere im oberen Preissegment – durch exzellente Qualitätskontrolle optimal zur Geltung kommt, die Vorteile der Gesamteigenschaften widerspiegelt und die Wettbewerbsfähigkeit sichert. Doch wie genau erreichen wir das?
17. April 2023
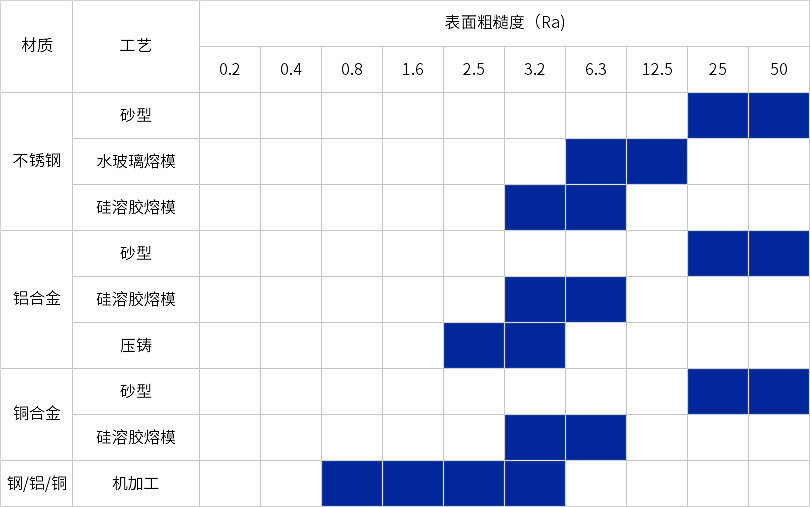
Dieser Standard basiert auf dem in (GB/T 15056-2017) spezifizierten Probenblock zum Vergleich der Oberflächenrauheit von Gussteilen zur Prüfung der Beschichtung der Gussoberflächenrauheit und dient als Referenz für den Gießprozess und die Auswahl der Oberflächenrauheit von Gussteilen.
17. April 2023
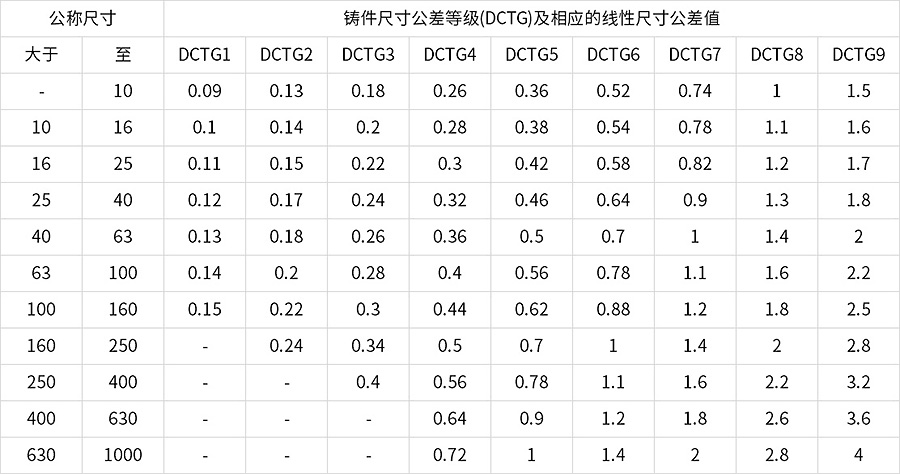
Die Maßgenauigkeit ist ein wichtiges Qualitätsmerkmal von Gussteilen. Die Maßtoleranznorm für Gussteile bildet die objektive Grundlage für die Messung der Maßgenauigkeit. Haijin Stainless Steel hält sich strikt an die nationale Norm GB/T6414-2017. Für Feingussteile werden die folgenden Toleranzklassen anhand ihrer maximalen Nenngröße ausgewählt: 1. Bei einer maximalen Nenngröße ≤ 100 mm: DCTG4–DCTG6; 2. Bei einer maximalen Nenngröße von 100 mm < ≤ 400 mm: DCTG4–DCTG8; 3. Bei einer maximalen Nenngröße > 400 mm: DCTG4–DCTG9. Maßtoleranz (DCTG), Geradheitstoleranz, Planheitstoleranz…
24. Februar 2023
Maßnahmen zur Vermeidung von Oxideinschlüssen: Der Schmelzprozess muss streng kontrolliert, schnell geschmolzen, Oxidation reduziert und die Schlacke gründlich entfernt werden. Aluminium-Magnesium-Legierungen müssen unter einem Schutzmittel geschmolzen werden. Ofenkörper und Werkzeuge müssen sauber, oxidfrei und vorgeheizt sein; Lack muss nach dem Auftragen getrocknet sein. Das Gießsystem muss einen stabilen Materialfluss sowie Puffer- und Abschöpffunktionen gewährleisten. Ein geneigtes Gießsystem sollte verwendet werden, um einen stabilen Flüssigkeitsfluss sicherzustellen und Sekundäroxidation zu verhindern. Die gewählte Beschichtung muss eine starke Haftung aufweisen, und die Schlacke sollte sich während des Gießens im Gussteil bilden, ohne abzublättern. Maßnahmen zur Vermeidung von Heißrissen: Lokale Überhitzung im Gießsystem sollte vermieden werden, um innere Spannungen zu reduzieren. Die Neigung von Kokille und Kern muss mindestens 5° betragen; umgekehrte Steiger können nach der Erstarrung mit einem Kern versehen werden; Sandkerne können bei Bedarf Metallkerne ersetzen. Die Beschichtungsdicke sollte kontrolliert werden, um eine gleichmäßige Abkühlgeschwindigkeit des Gussteils zu gewährleisten. Die geeignete Kokillentemperatur sollte anhand der Gussdicke gewählt werden. Die Mikrostruktur der Legierung sollte verfeinert werden, um die Heißrissbeständigkeit zu verbessern. Verbessern Sie die Gussstruktur, beseitigen Sie scharfe Ecken und abrupte Wandstärkenänderungen und reduzieren Sie…
24. Februar 2023
Da Edelstahlguss in einer Metallform schneller abkühlt und erstarrt als in einer Sandform und die Metallform keine Toleranzen aufweist, sind die beim Gießen in Metallformen entstehenden Spannungen höher als beim Sandguss. Dadurch erhöht sich auch die Rissneigung. Zudem treten leichter Fehler wie unvollständige Füllung, Kaltverformung und Weißguss auf. Generell gilt: (1) Um unvollständige Füllung und Kaltverformung beim Edelstahlguss zu vermeiden, sollten folgende Konstruktionspunkte beachtet werden: A. Die Form des Gussteils sollte möglichst stromlinienförmig sein. Scharfe Ecken und abrupte Änderungen der Verbindungsstruktur sind zu vermeiden, um den Fluss des flüssigen Metalls zu erleichtern. B. Die Wandstärke des Gussteils sollte angemessen und nicht zu gering sein, insbesondere bei großen Abmessungen. C. Große horizontale Flächen sollten vermieden werden, da sie das Aufsteigen des flüssigen Metalls während des Gießvorgangs verlangsamen und eine große Kontaktfläche mit der Luft bieten, wodurch die Oxidation begünstigt wird. Da die Metallform gleichzeitig schnell Wärme ableitet, verliert das geschmolzene Metall rasch seine Fließfähigkeit, was leicht zu Fehlern wie unvollständiger Füllung, Kaltverformung und Einschlüssen führt; (2) Um das Gießen von Edelstahl zu verhindern…
24. Februar 2023
Edelstahl ist ein legierter Stahl mit einem Chromgehalt von mindestens 10,51 % TP3T. Er zeichnet sich durch hohe Korrosions- und Verschleißfestigkeit, hervorragende Verarbeitbarkeit und eine schöne, dekorative Oberfläche nach dem Schleifen und Polieren aus. Als Edelstahl in meinem Land populär wurde, unterschied man ihn oft nur anhand seiner Rostbeständigkeit und seiner nichtmagnetischen Eigenschaften. Dies ist jedoch ungenau und unpräzise. Es gibt viele Edelstahlsorten mit jeweils unterschiedlichen Anwendungsbereichen, deren Rostbeständigkeit, Korrosionsbeständigkeit und magnetische Eigenschaften erheblich variieren. Einfache Oberflächenmerkmale reichen zur Unterscheidung nicht mehr aus. Im Folgenden sind die Eigenschaften und die Elementzusammensetzung einiger gängiger Edelstahllegierungen aufgeführt, die in der Produktion und im Alltag weit verbreitet sind. Eigenschaften und Anwendungsbereiche von Edelstahl: Legierungssorte: 304: Austenitischer Edelstahl mit einem Nickelgehalt von über 81 % TP3T, lebensmittelechte Legierung, geeignet für den allgemeinen Haushalts- und Gewerbegebrauch, unbedenklich für den langfristigen Hautkontakt und der am weitesten verbreitete Edelstahl…
24. Februar 2023
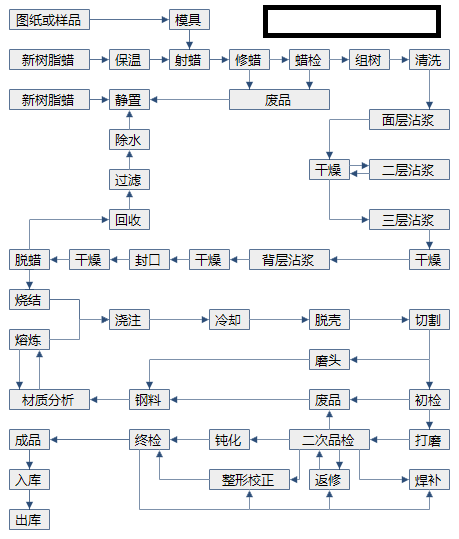
Präzisionsguss, auch bekannt als Wachsausschmelzverfahren, ist ein formnahes Fertigungsverfahren und gilt derzeit als modernste Gießtechnologie. Mit Präzisionsguss lassen sich Halb- und Fertigprodukte mit komplexen Formen, hoher Maßgenauigkeit, glatten Oberflächen und einer Form, die der Endform des Bauteils sehr nahe kommt, herstellen. Diese können direkt oder mit minimaler Nachbearbeitung verwendet werden. Der Hauptproduktionsprozess beim Präzisionsguss ist wie folgt: Zunächst wird ein Wachsmodell mit den gleichen Abmessungen und der gleichen Form wie das Produkt angefertigt. Anschließend wird die Oberfläche des Wachsmodells mit Schichten aus feuerfestem Material beschichtet. Nach dem Trocknen entsteht eine ausreichend stabile Formschale. Das Wachs wird eingeschmolzen und entfernt, und flüssiger Stahl wird hineingegossen. Nach dem Abkühlen erhält man ein Stahlprodukt, das dem Wachsmodell entspricht. Im Vergleich zur herkömmlichen Bearbeitung minimiert Präzisionsguss die Nachbearbeitung und ermöglicht eine hohe Detailgenauigkeit. Für einige extrem komplexe Teile ist Präzisionsguss oft die einzige Fertigungsmöglichkeit. Der Prozessablauf des Präzisionsgusses der Firma Haijin im Werk Haijin Stainless Steel in Xinghua…







