Many purchasing personnel ask: Since stainless steel is called "stainless steel," why do yellow spots, rust spots, and even pitting corrosion still appear on-site? The answer is clear:Stainless steel is not absolutely rust-proof; rather, it achieves its strong corrosion resistance through a surface passivation film.Choosing the wrong brand, processing contamination, sea salt deposits, improper cleaning agents, or long-term water accumulation in the structure can all reduce this protective ability.
For pump and valve castings,impellerFor pipe fittings, marine hardware, railing posts, and food machinery parts, determining whether stainless steel can be used cannot be based solely on appearance or the designation 304 or 316. This article, starting from actual usage environments, explains the causes of stainless steel rusting, the selection logic for different grades, rust prevention measures, and in which working conditions ordinary stainless steel should not be used lightly.
Why does stainless steel, which is corrosion-resistant, still rust?
Stainless steel contains sufficient chromium. When a clean surface comes into contact with oxygen, a thin, continuous, and firmly adhered chromium oxide passivation film quickly forms. Unlike the red rust on carbon steel, this film does not flake off easily, thus preventing corrosion from penetrating deeper into the metal.
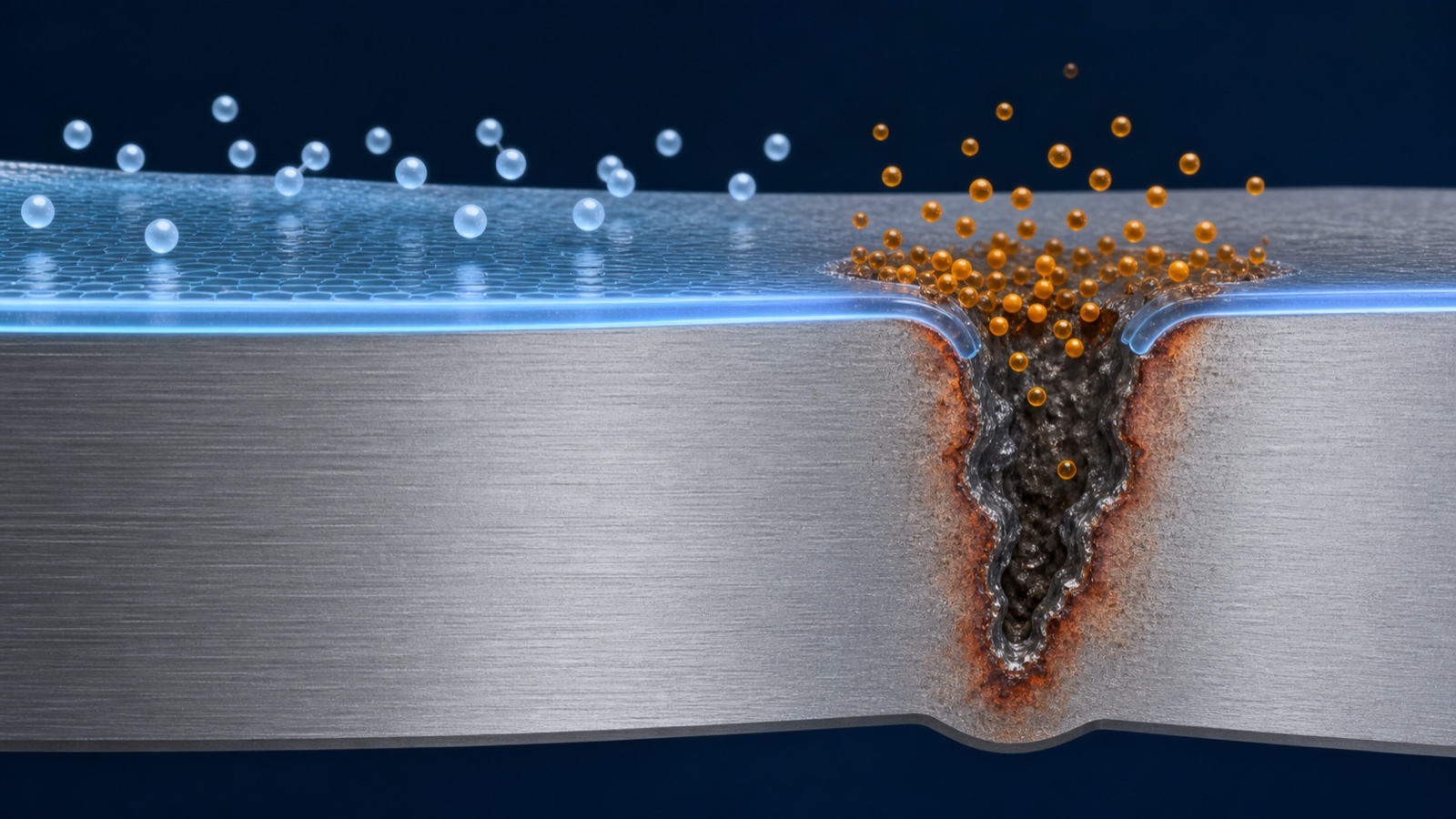
However, the passivation film is not a "permanent shield." If the local environment damages it and there are no conditions for timely repassivation, corrosion can begin. The most common failure triggers include:
- Chloride ions:Sea breeze, seawater, snow melting salt, salt spray, brine, and chlorine-containing cleaning agents can all cause pitting corrosion. The surface pores are very small, but the internal pores may continue to deepen.
- Crevice and sediment:Areas such as under gaskets, bolt joints, weld dead corners, and areas covered by mud or salt scale lack oxygen supply, making them more prone to crevice corrosion.
- Iron contamination during processing:Mixing with carbon steel, using ordinary wire brushes, and the presence of grinding dust from nearby areas can all cause reddish-brown surface rust to appear.
- Welding heat-affected zone and untreated heat color:Oxide scale and local compositional changes near welds can reduce corrosion resistance, especially affecting parts in humid or saline environments.
- The superposition of stress, temperature, and chloride:Austenitic stainless steels such as 304 and 316 are at risk of chloride stress corrosion cracking under hot chloride salt conditions and tensile stress.
- Chemical media incompatibility:Hydrochloric acid, hypochlorite, wet chlorine, and some high-temperature concentrated acid and alkali media can rapidly attack common stainless steel.
Second, first distinguish between "surface rust" and actual material corrosion.
When rust spots are found on stainless steel parts, one should not immediately conclude that the material is substandard, nor should one simply wipe off the rust and continue using it. On-site assessment can begin with three types of phenomena:
| Surface appearance | Common causes | Recommended treatment |
|---|---|---|
| Removable scattered red rust, surface without pits | Carbon steel dust, tool contamination, transportation or storage contamination | Clean and perform appropriate surface treatments, while checking for issues related to mixing and tool management. |
| Corrosion beneath pinhole-like black spots, holes, or salt deposits | Chloride pitting or crevice corrosion | Assess remaining wall thickness, operating temperature, and media; upgrade grade and optimize structure if necessary. |
| Rust, cracking, or malfunction near the weld | Unremoved hot paint, welding process issues, or stress corrosion cracking | Stop blindly repairing; conduct an engineering review of materials, welding, and working conditions. |
3. How to select 201, 304, 316L, 2205, and 2507 according to the environment?
When selecting materials, factors such as the medium, chloride ion concentration, temperature, whether there is long-term water accumulation, cleaning method, whether the parts are under stress, and design life should be considered simultaneously. The table below can be used as a reference for requesting quotations and preliminary selection of solutions; however, key equipment should still be confirmed based on complete operating conditions.
| Common brands | Suitable typical environments and parts | Scenarios that are not suitable for simple application |
|---|---|---|
| 201 | Decorative components in the drying chamber, and lightweight components that do not require high corrosion resistance and are easy to maintain. | Prolonged dampness, outdoor coastal areas, critical food hygiene components, salt water or chemical media |
| 304 / 304L Castings commonly use CF8 / CF3 |
General indoor equipment, low-chlorine freshwater environments, standard food machinery parts, and general building components. | Salt spray, seawater, brine, chlorine disinfectant residues, and hot chlorine salt environment at the beach |
| 316 / 316L CF8M / CF3M are commonly used in castings. |
Parts for humid outdoor environments, moderate coastal atmospheres, sanitary equipment, pumps and valves, and mild chlorine-containing environments. | Prolonged immersion in stagnant seawater, harsh pore structures, and exposure to bleach or hydrochloric acid; 316L does not equate to a "universal seawater-resistant material".“ |
| Duplex steel 2205 The corresponding grade for casting needs to be confirmed according to the standard. |
Chlorine-containing industrial water, wastewater, pump bodies, valve bodies, impellers, and equipment requiring higher strength and pitting corrosion resistance. | Corrosion and manufacturing process assessments are still required for critical operating conditions involving extremely high chlorine levels, high temperatures, or continuous seawater. |
| Super Duplex Steel 2507 | Components for marine applications, desalination, harsh brine environments, and applications requiring higher resistance to localized corrosion. | Welding, heat treatment, joint design, and quality control should not be ignored; selection should be based on cost and technical requirements. |
| 310S / 2520 | Furnace components, heat-resistant tooling, and high-temperature castings with high-temperature oxidation as the main problem | Heat resistance does not equate to resistance to sea salt or wet chemical corrosion, and cannot replace corrosion-resistant grades for marine environments. |
IV. Recommendations for Different Usage Environments
1. Indoor drying equipment and general mechanical parts
In normal environments without salt and corrosive cleaning agents, 304 generally balances cost, workability, and appearance. For purely dry interior finishing applications, 201 may suffice, but requires a clear definition of maintenance frequency and quality expectations.
2. Food processing equipment, kitchen components, and sanitary accessories
Attention should be paid to cleaning chemicals, temperature, weld treatment, and surface roughness. 304 or 316L is often used as a starting point; if chlorine-containing disinfectants are used for a long time during the cleaning process, there are concentrated residues, or frequent high-temperature cleaning, more stringent material and process review is required.
3. Coastal outdoor and marine hardware exposure to salt spray
Salt spray accumulates with repeated exposure to moisture, and hinges, fasteners, railing bases, and connectors with poor drainage are particularly prone to salt buildup. 316L generally performs better than 304, but still requires regular fresh water rinsing and care to prevent salt buildup in crevices; duplex stainless steel or higher grades should be evaluated for use in splash zones, areas subject to prolonged immersion, or critical load-bearing locations.
4. Pumps, valves, impellers, and wastewater and industrial fluid components.
These types of castings cannot be selected solely based on the "water use" requirement. The medium may contain salts, acids, alkalis, particles, and disinfectants, and the impeller or valve body may be affected by erosion, downtime sedimentation, and gaps. Under more demanding conditions, 2205 or 2507 duplex steels often offer a more suitable combination of corrosion resistance and strength than ordinary 300 series steels, but casting, solution heat treatment, and machining quality must be controlled simultaneously.
V. Six Practical Measures for Rust Prevention of Stainless Steel
- Select the grade based on actual working conditions:When requesting a quote, please provide the name of the medium, chlorine content or salt spray rating, temperature, stress conditions, whether immersion is required, and expected lifespan, instead of simply writing "for stainless steel".
- Reduce water retention and gaps through design:Optimize drainage, sealing overlaps, and welding structures to prevent salt or cleaning fluid from remaining for extended periods.
- Isolate carbon steel from pollution:Stainless steel materials, knives, grinding wheels, and cleaning brushes should be used exclusively for their intended purpose, and cross-contamination of carbon steel dust should be avoided in production and storage areas.
- Pay attention to post-weld cleaning and surface restoration:Pickling, passivation, or appropriate cleaning treatments are performed according to parts and industry requirements to remove welding heat stains and free iron.
- Choose a surface condition that is easy to clean:Smooth surfaces are less likely to accumulate dirt and salt deposits; polishing can improve maintenance conditions, but it cannot remedy the wrong choice of materials.
- Establish a flushing and inspection cycle:Accessories in seaside or salt spray environments should be cleaned with fresh water regularly, and the cause should be analyzed promptly if rust spots, deposits, or abnormal leaks appear.
VI. In which environments should stainless steel not be used arbitrarily?
The following situations should not be used to directly specify common grades such as 201, 304, or 316; even higher alloy stainless steels should not be used without reliable corrosion data, material verification, or professional evaluation:
- Equipment and pipelines containing hydrochloric acid, wet chlorine, hypochlorite, or high-concentration chlorine-containing disinfectant solutions;
- Structures subjected to prolonged seawater immersion, stagnant water, and unavoidable sediment and biological attachment are present, yet the proposed solution only considers 304 or 316 stainless steel.
- High-temperature concentrated brine, evaporative salt formation equipment, or hot chloride salt conditions where tensile stress exists simultaneously;
- In situations where the chemical composition may fluctuate, in mixed acid or reducing acid media, and where there is no material compatibility data;
- Even minor pitting or cracks can cause safety accidents involving pressure, load-bearing, or critical sealing components.
For these environments, engineering solutions may need to consider super duplex steel, 6Mo high-alloy stainless steel, nickel-based alloys, titanium, non-metallic linings, or other corrosion protection systems, and conclusions should be drawn through data and testing.
7. What information should be provided to the manufacturer before purchasing stainless steel castings?
The same drawing can result in completely different materials and manufacturing plans depending on the working environment. To improve the efficiency of quotation and technical communication, it is recommended to prepare the following materials:
- Part drawings, dimensional tolerances, surface requirements, and estimated purchase quantity;
- The medium used, temperature, pressure, flow rate, salt/chloride ion content, and cleaning agent;
- Whether it is in an outdoor, coastal, soaking, crevice, or long-term shutdown sedimentation environment;
- Required material grades, applicable standards, heat treatment, testing, and material certification requirements;
- Is it necessary?Precision castingCNC machining, polishing, pickling and passivation, and finished product inspection.
Conclusion
Stainless steel rusting is not contradictory; what truly determines its lifespan is...Environment, grade, structure, manufacturing quality and maintenanceThe combination of materials is important. For general indoor use, 304 is often economical and reliable; for salt spray, chlorine-containing fluids or more demanding industrial environments, materials such as 316L, 2205 or 2507 need to be evaluated step by step according to the working conditions; and in highly corrosive or high-safety-risk scenarios, ordinary stainless steel should not be blindly selected based on experience.
Haijin Stainless Steel specializes in precision casting, investment casting, and CNC machining of stainless steel. We can work with clients to discuss material and manufacturing solutions for pump and valve parts, impellers, pipe fittings, marine hardware, building hardware, and non-standard mechanical components, based on customer drawings and actual usage environments. Submitting your working conditions and drawings helps us clearly consider corrosion risks before production.
References
- Nickel Institute, Guidelines for Nickel Stainless Steels for Marine Environments, Natural Waters and Brines.
- Euro Inox / Nickel Institute, Pickling and Passivating Stainless Steel.







