Muchos responsables de compras preguntan: Si el acero inoxidable se llama "acero inoxidable", ¿por qué siguen apareciendo manchas amarillas, manchas de óxido e incluso corrosión por picaduras en las instalaciones? La respuesta es clara:El acero inoxidable no es completamente inoxidable; más bien, logra su gran resistencia a la corrosión mediante una película de pasivación superficial.Elegir la marca equivocada, la contaminación durante el procesamiento, los depósitos de sal marina, los agentes de limpieza inadecuados o la acumulación de agua a largo plazo en la estructura pueden reducir esta capacidad protectora.
Para piezas fundidas de bombas y válvulas,impulsoPara accesorios de tuberías, herrajes marinos, postes de barandillas y piezas de maquinaria alimentaria, determinar si se puede utilizar acero inoxidable no puede basarse únicamente en la apariencia o en la designación 304 o 316. Este artículo, partiendo de entornos de uso reales, explica las causas de la oxidación del acero inoxidable, la lógica de selección para los diferentes grados, las medidas de prevención de la oxidación y en qué condiciones de trabajo no se debe utilizar a la ligera el acero inoxidable común.
¿Por qué el acero inoxidable, que es resistente a la corrosión, se oxida igualmente?
El acero inoxidable contiene suficiente cromo. Cuando una superficie limpia entra en contacto con el oxígeno, se forma rápidamente una fina, continua y firme capa de óxido de cromo que actúa como capa pasivante. A diferencia del óxido rojo que se forma en el acero al carbono, esta capa no se desprende fácilmente, lo que impide que la corrosión penetre más profundamente en el metal.
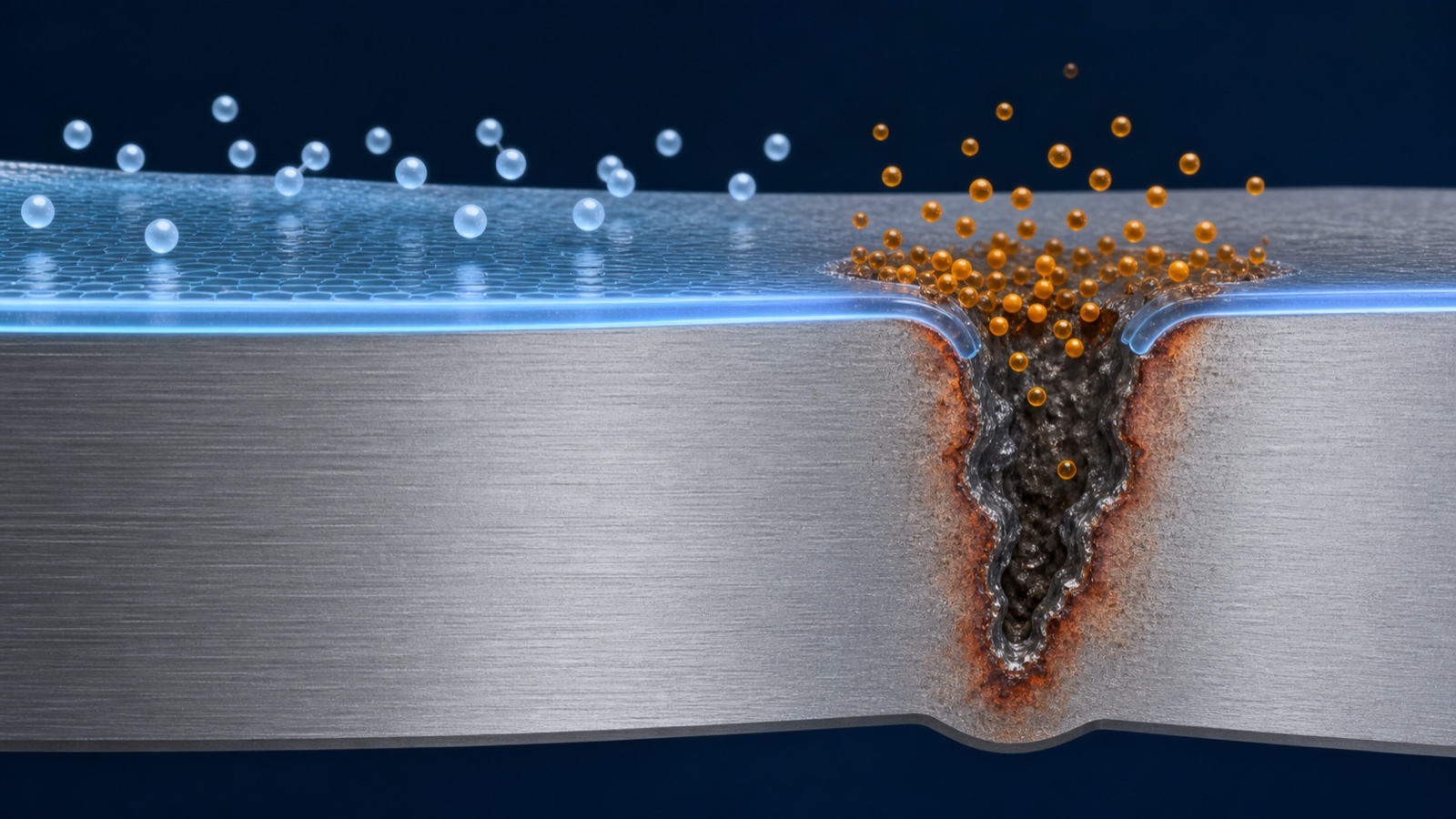
Sin embargo, la película de pasivación no es una "protección permanente". Si el entorno local la daña y no existen las condiciones para una repasivación oportuna, puede comenzar la corrosión. Los desencadenantes de fallas más comunes incluyen:
- Iones cloruro:La brisa marina, el agua de mar, la sal para derretir la nieve, la bruma marina, la salmuera y los productos de limpieza que contienen cloro pueden provocar corrosión por picaduras. Los poros superficiales son muy pequeños, pero los internos pueden seguir profundizándose.
- Grieta y sedimento:Zonas como las que se encuentran debajo de las juntas, las uniones atornilladas, las esquinas muertas de soldadura y las áreas cubiertas por lodo o incrustaciones de sal carecen de suministro de oxígeno, lo que las hace más propensas a la corrosión por hendidura.
- Contaminación por hierro durante el procesamiento:La mezcla con acero al carbono, el uso de cepillos de alambre comunes y la presencia de polvo de esmerilado de áreas cercanas pueden provocar la aparición de óxido superficial de color marrón rojizo.
- Zona afectada por el calor de la soldadura y color del calor sin tratar:La acumulación de óxido y los cambios locales en la composición cerca de las soldaduras pueden reducir la resistencia a la corrosión, afectando especialmente a las piezas en ambientes húmedos o salinos.
- La superposición de tensión, temperatura y cloruro:Los aceros inoxidables austeníticos, como el 304 y el 316, corren el riesgo de sufrir agrietamiento por corrosión bajo tensión por cloruros en condiciones de sales de cloruro a alta temperatura y bajo tensión.
- Incompatibilidad con medios químicos:El ácido clorhídrico, el hipoclorito, el cloro húmedo y algunos medios ácidos y alcalinos concentrados a alta temperatura pueden atacar rápidamente el acero inoxidable común.
En segundo lugar, primero hay que distinguir entre "óxido superficial" y corrosión real del material.
Cuando se encuentran manchas de óxido en piezas de acero inoxidable, no se debe concluir inmediatamente que el material es de mala calidad, ni tampoco se debe simplemente limpiar el óxido y seguir usándolo. La evaluación in situ puede comenzar con tres tipos de fenómenos:
| Aspecto superficial | Causas comunes | Tratamiento recomendado |
|---|---|---|
| Óxido rojo disperso y extraíble, superficie sin picaduras. | Polvo de acero al carbono, contaminación de herramientas, contaminación durante el transporte o el almacenamiento. | Limpiar y realizar los tratamientos superficiales adecuados, comprobando al mismo tiempo que no haya problemas relacionados con la mezcla y el manejo de las herramientas. |
| Corrosión debajo de manchas negras, agujeros o depósitos de sal que parecen pequeños orificios. | Corrosión por picaduras o hendiduras causada por cloruros | Evaluar el espesor restante de la pared, la temperatura de funcionamiento y el medio; mejorar la calidad y optimizar la estructura si es necesario. |
| Óxido, grietas o mal funcionamiento cerca de la soldadura | Restos de pintura caliente, problemas en el proceso de soldadura o agrietamiento por corrosión bajo tensión. | Dejen de reparar a ciegas; realicen una revisión de ingeniería de los materiales, la soldadura y las condiciones de trabajo. |
3. ¿Cómo seleccionar los aceros 201, 304, 316L, 2205 y 2507 según el entorno?
Al seleccionar materiales, se deben considerar simultáneamente factores como el medio, la concentración de iones cloruro, la temperatura, la posible acumulación de agua a largo plazo, el método de limpieza, si las piezas están sometidas a tensión y la vida útil prevista. La tabla que aparece a continuación puede servir de referencia para solicitar presupuestos y realizar una selección preliminar de soluciones; sin embargo, es fundamental confirmar el equipo clave en función de las condiciones de funcionamiento completas.
| Marcas comunes | Entornos y piezas típicas adecuadas | Escenarios que no son adecuados para una aplicación sencilla. |
|---|---|---|
| 201 | Componentes decorativos en la cámara de secado y componentes ligeros que no requieren una alta resistencia a la corrosión y son fáciles de mantener. | Humedad prolongada, zonas costeras al aire libre, componentes críticos para la higiene alimentaria, agua salada o medios químicos. |
| 304 / 304L Las piezas fundidas suelen utilizar CF8 / CF3. |
Equipos de uso general para interiores, entornos de agua dulce con bajo contenido de cloro, piezas estándar de maquinaria alimentaria y componentes generales de construcción. | Rocío de sal, agua de mar, salmuera, residuos de desinfectante de cloro y ambiente de sal clorada caliente en la playa. |
| 316 / 316L Los materiales CF8M y CF3M se utilizan habitualmente en la fundición. |
Componentes para ambientes exteriores húmedos, atmósferas costeras moderadas, equipos sanitarios, bombas y válvulas, y ambientes con bajo contenido de cloro. | La inmersión prolongada en agua de mar estancada, las estructuras porosas ásperas y la exposición a lejía o ácido clorhídrico hacen que el acero inoxidable 316L no sea un "material universalmente resistente al agua de mar".“ |
| Acero dúplex 2205 Es necesario confirmar el grado correspondiente para la fundición según la norma. |
Aguas industriales que contienen cloro, aguas residuales, cuerpos de bombas, cuerpos de válvulas, impulsores y equipos que requieren mayor resistencia y resistencia a la corrosión por picaduras. | Las evaluaciones de corrosión y de los procesos de fabricación siguen siendo necesarias para condiciones de funcionamiento críticas que impliquen niveles extremadamente altos de cloro, altas temperaturas o exposición continua al agua de mar. |
| Acero Super Duplex 2507 | Componentes para aplicaciones marinas, desalinización, entornos salinos agresivos y aplicaciones que requieren una mayor resistencia a la corrosión localizada. | No se deben pasar por alto la soldadura, el tratamiento térmico, el diseño de las uniones y el control de calidad; la selección debe basarse en el coste y los requisitos técnicos. |
| 310S / 2520 | Componentes de hornos, herramientas resistentes al calor y piezas fundidas de alta temperatura con oxidación a alta temperatura como principal problema | La resistencia al calor no equivale a la resistencia a la corrosión por sal marina o productos químicos húmedos, y no puede sustituir a los grados resistentes a la corrosión para entornos marinos. |
IV. Recomendaciones para diferentes entornos de uso
1. Equipos de secado para interiores y piezas mecánicas en general.
En entornos normales, sin sal ni agentes de limpieza corrosivos, el 304 suele ofrecer un buen equilibrio entre coste, facilidad de aplicación y apariencia. Para aplicaciones de acabado interior en seco, el 201 puede ser suficiente, pero requiere una definición clara de la frecuencia de mantenimiento y las expectativas de calidad.
2. Equipos para el procesamiento de alimentos, componentes de cocina y accesorios sanitarios.
Se debe prestar atención a los productos químicos de limpieza, la temperatura, el tratamiento de soldadura y la rugosidad de la superficie. El acero inoxidable 304 o 316L se suele utilizar como punto de partida; si se utilizan desinfectantes que contienen cloro durante un tiempo prolongado en el proceso de limpieza, se generan residuos concentrados o se realiza una limpieza frecuente a altas temperaturas, se requiere una revisión más rigurosa del material y del proceso.
3. Exposición de equipos marinos y exteriores costeros a la brisa marina.
La bruma salina se acumula con la exposición repetida a la humedad, y las bisagras, los sujetadores, las bases de las barandillas y los conectores con drenaje deficiente son particularmente propensos a la acumulación de sal. El acero inoxidable 316L generalmente ofrece un mejor rendimiento que el 304, pero aun así requiere un enjuague regular con agua dulce y cuidados para evitar la acumulación de sal en las grietas; se debe evaluar el uso de acero inoxidable dúplex o de grados superiores para su uso en zonas de salpicaduras, áreas sujetas a inmersión prolongada o ubicaciones críticas de soporte de carga.
4. Bombas, válvulas, impulsores y componentes para aguas residuales y fluidos industriales.
Este tipo de piezas fundidas no pueden seleccionarse únicamente en función del requisito de uso de agua. El medio puede contener sales, ácidos, álcalis, partículas y desinfectantes, y el impulsor o el cuerpo de la válvula pueden verse afectados por la erosión, la sedimentación durante los periodos de inactividad y la formación de huecos. En condiciones más exigentes, los aceros dúplex 2205 o 2507 suelen ofrecer una combinación más adecuada de resistencia a la corrosión y robustez que los aceros comunes de la serie 300, pero es fundamental controlar simultáneamente la calidad de la fundición, el tratamiento térmico de solución y el mecanizado.
V. Seis medidas prácticas para la prevención de la oxidación del acero inoxidable
- Seleccione el grado en función de las condiciones reales de trabajo:Al solicitar un presupuesto, indique el nombre del medio, el contenido de cloro o la clasificación de resistencia a la niebla salina, la temperatura, las condiciones de estrés, si se requiere inmersión y la vida útil prevista, en lugar de simplemente escribir "para acero inoxidable".
- Reduzca la retención de agua y las grietas mediante el diseño:Optimice el drenaje, selle las superposiciones y suelde las estructuras para evitar que la sal o el líquido de limpieza permanezcan durante períodos prolongados.
- Aislar el acero al carbono de la contaminación:Los materiales de acero inoxidable, los cuchillos, las muelas abrasivas y los cepillos de limpieza deben utilizarse exclusivamente para el fin previsto, y debe evitarse la contaminación cruzada con polvo de acero al carbono en las zonas de producción y almacenamiento.
- Preste atención a la limpieza posterior a la soldadura y a la restauración de la superficie:Según las piezas y los requisitos del sector, se realizan tratamientos de decapado, pasivación o limpieza adecuados para eliminar las manchas de calor de la soldadura y el hierro libre.
- Elija una superficie que sea fácil de limpiar:Las superficies lisas tienen menos probabilidades de acumular suciedad y depósitos de sal; el pulido puede mejorar las condiciones de mantenimiento, pero no puede remediar la elección incorrecta de materiales.
- Establecer un ciclo de purga e inspección:Los accesorios que se encuentren en zonas costeras o en ambientes con presencia de agua salada deben limpiarse regularmente con agua dulce, y si aparecen manchas de óxido, depósitos o fugas anormales, se debe analizar la causa de inmediato.
VI. ¿En qué entornos no se debe utilizar el acero inoxidable de forma indiscriminada?
Las siguientes situaciones no deben utilizarse para especificar directamente grados comunes como 201, 304 o 316; incluso los aceros inoxidables de aleación superior no deben utilizarse sin datos de corrosión fiables, verificación del material o evaluación profesional:
- Equipos y tuberías que contengan ácido clorhídrico, cloro húmedo, hipoclorito o soluciones desinfectantes con alto contenido de cloro;
- Existen estructuras sometidas a inmersión prolongada en agua de mar, agua estancada y la inevitable acumulación de sedimentos y organismos biológicos; sin embargo, la solución propuesta solo considera acero inoxidable 304 o 316.
- Salmuera concentrada a alta temperatura, equipos de formación de sal por evaporación o condiciones de sal de cloruro caliente donde existe simultáneamente tensión de tracción;
- En situaciones donde la composición química puede fluctuar, en medios ácidos mixtos o reductores, y donde no existen datos de compatibilidad de materiales;
- Incluso pequeñas picaduras o grietas pueden provocar accidentes que afecten a la seguridad y que involucren componentes sometidos a presión, que soporten carga o que requieran un sellado crítico.
Para estos entornos, las soluciones de ingeniería pueden requerir el uso de acero superdúplex, acero inoxidable de alta aleación 6Mo, aleaciones a base de níquel, titanio, revestimientos no metálicos u otros sistemas de protección contra la corrosión, y las conclusiones deben basarse en datos y pruebas.
7. ¿Qué información se debe proporcionar al fabricante antes de comprar piezas fundidas de acero inoxidable?
Un mismo dibujo puede dar lugar a materiales y planes de fabricación completamente diferentes según el entorno de trabajo. Para mejorar la eficiencia de la cotización y la comunicación técnica, se recomienda preparar los siguientes materiales:
- planos de las piezas, tolerancias dimensionales, requisitos de superficie y cantidad estimada de compra;
- El medio utilizado, la temperatura, la presión, el caudal, el contenido de iones de sal/cloruro y el agente de limpieza;
- Ya sea en un entorno de sedimentación al aire libre, costero, empapado, en grietas o en un entorno de parada prolongada;
- Requisitos de calidad de los materiales, normas aplicables, tratamiento térmico, ensayos y certificación de materiales;
- ¿Es necesario?Fundición de precisiónMecanizado CNC, pulido, decapado y pasivación, e inspección del producto terminado.
Conclusión
La oxidación del acero inoxidable no es contradictoria; lo que realmente determina su vida útil es...Medio ambiente, grado, estructura, calidad de fabricación y mantenimientoLa combinación de materiales es importante. Para uso general en interiores, el acero inoxidable 304 suele ser económico y fiable; para entornos industriales más exigentes, es necesario evaluar materiales como el 316L, el 2205 o el 2507 paso a paso, según las condiciones de trabajo; y en escenarios altamente corrosivos o de alto riesgo para la seguridad, no se debe elegir acero inoxidable común basándose únicamente en la experiencia.
Haijin Stainless Steel se especializa en fundición de precisión, fundición a la cera perdida y mecanizado CNC de acero inoxidable. Colaboramos con nuestros clientes para analizar soluciones de materiales y fabricación para piezas de bombas y válvulas, impulsores, accesorios de tubería, herrajes marinos y para la construcción, y componentes mecánicos no estándar, basándonos en los planos del cliente y sus entornos de uso reales. Al proporcionarnos sus condiciones de trabajo y planos, podemos evaluar claramente los riesgos de corrosión antes de la producción.
Referencias
- Instituto del níquel, Directrices para aceros inoxidables de níquel para entornos marinos, aguas naturales y salmueras..
- Instituto Euro Inox / Instituto del Níquel, Decapado y pasivado del acero inoxidable.







