Mnoho pracovníkov nákupu sa pýta: Keďže sa nehrdzavejúca oceľ nazýva “nehrdzavejúca oceľ”, prečo sa na mieste stále objavujú žlté škvrny, hrdzavé škvrny a dokonca aj jamková korózia? Odpoveď je jasná:Nerezová oceľ nie je úplne odolná voči hrdzi; svoju silnú odolnosť voči korózii dosahuje prostredníctvom pasivačného filmu na povrchu.Výber nesprávnej značky, kontaminácia pri spracovaní, usadeniny morskej soli, nevhodné čistiace prostriedky alebo dlhodobé hromadenie vody v konštrukcii môžu znížiť túto ochrannú schopnosť.
Pre odliatky čerpadiel a ventilov,obežné kolesoV prípade potrubných armatúr, námorného kovania, stĺpikov zábradlí a častí potravinárskych strojov sa určenie, či sa môže použiť nehrdzavejúca oceľ, nemôže zakladať len na vzhľade alebo označení 304 alebo 316. Tento článok, vychádzajúc zo skutočného prostredia používania, vysvetľuje príčiny hrdzavenia nehrdzavejúcej ocele, logiku výberu rôznych tried, opatrenia na prevenciu hrdze a v akých pracovných podmienkach by sa bežná nehrdzavejúca oceľ nemala používať ľahkovážne.
Prečo nehrdzavejúca oceľ, ktorá je odolná voči korózii, stále hrdzavie?
Nerezová oceľ obsahuje dostatok chrómu. Keď sa čistý povrch dostane do kontaktu s kyslíkom, rýchlo sa vytvorí tenký, súvislý a pevne priľnutý pasivačný film oxidu chrómu. Na rozdiel od červenej hrdze na uhlíkovej oceli sa tento film ľahko neodlupuje, čím sa zabraňuje prenikaniu korózie hlbšie do kovu.
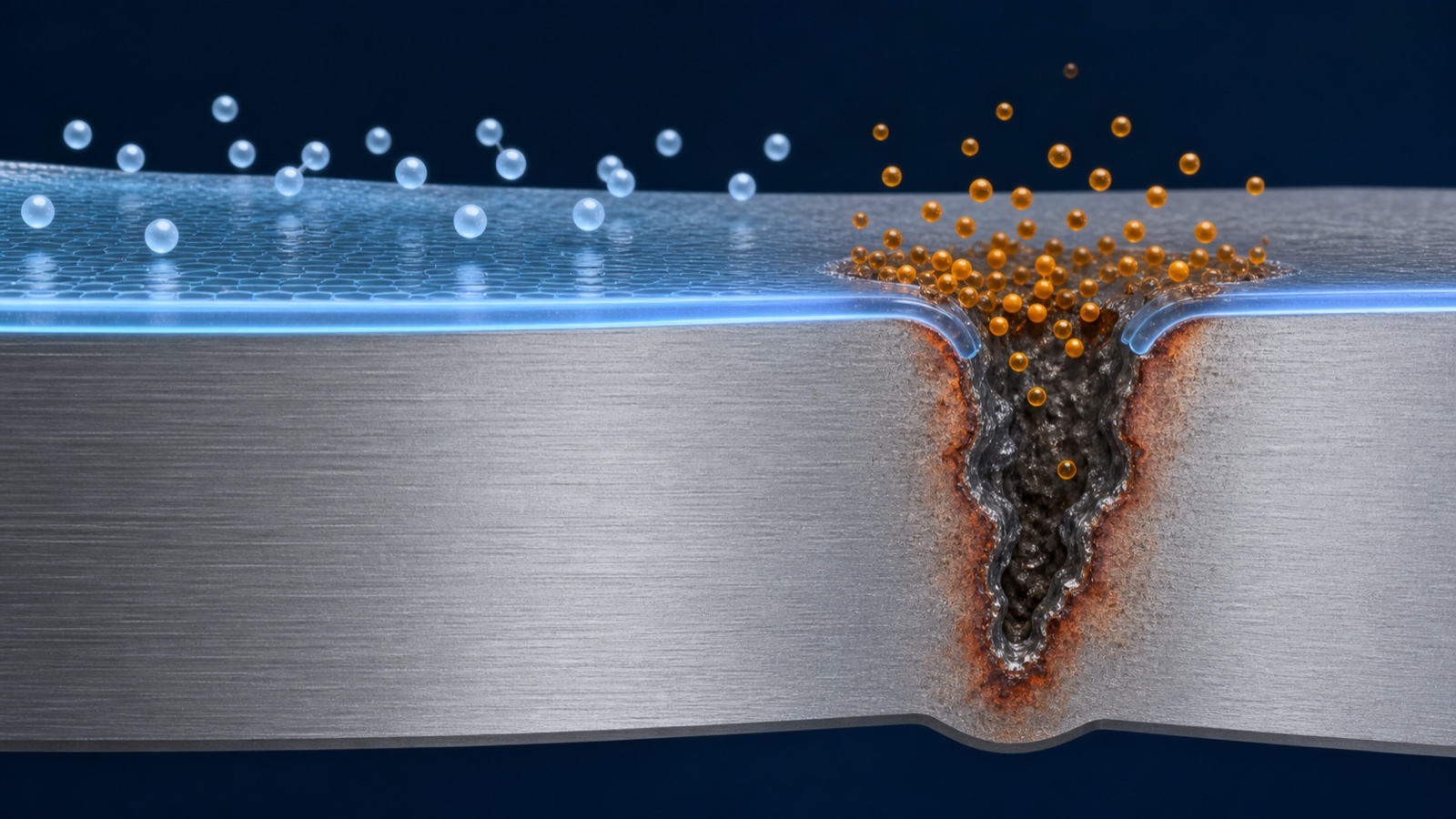
Pasivačná vrstva však nie je “trvalým štítom”. Ak ju miestne prostredie poškodí a nie sú vytvorené podmienky pre včasnú repasiváciu, môže začať korózia. Medzi najčastejšie spúšťače poruchy patria:
- Chloridové ióny:Morský vánok, morská voda, soľ z topiaceho sa snehu, soľná hmla, soľanka a čistiace prostriedky obsahujúce chlór môžu spôsobiť jamkovú koróziu. Povrchové póry sú veľmi malé, ale vnútorné póry sa môžu naďalej prehlbovať.
- Štrbina a sediment:Oblasti ako sú oblasti pod tesneniami, skrutkové spoje, zvarové mŕtve rohy a oblasti pokryté bahnom alebo soľným kameňom nemajú dostatok kyslíka, čo ich robí náchylnejšími na štrbinovú koróziu.
- Kontaminácia železom počas spracovania:Miešanie s uhlíkovou oceľou, používanie bežných drôtených kief a prítomnosť brúsneho prachu z okolitých oblastí môžu spôsobiť výskyt červenohnedej povrchovej hrdze.
- Zóna ovplyvnená teplom zvárania a neupravená tepelná farba:Oxidické usadeniny a lokálne zmeny zloženia v blízkosti zvarov môžu znížiť odolnosť proti korózii, najmä čo sa týka súčiastok vo vlhkom alebo slanom prostredí.
- Superpozícia napätia, teploty a chloridu:Austenitické nehrdzavejúce ocele, ako napríklad 304 a 316, sú vystavené riziku korózneho praskania v dôsledku napätia spôsobeného chloridmi v dôsledku pôsobenia horúcich chloridových solí a ťahového namáhania.
- Nekompatibilita chemických médií:Kyselina chlorovodíková, chlórnan, vlhký chlór a niektoré vysokoteplotné koncentrované kyslé a zásadité médiá môžu rýchlo napádať bežnú nehrdzavejúcu oceľ.
Po druhé, najprv rozlišujte medzi “povrchovou hrdzou” a skutočnou koróziou materiálu.
Keď sa na dieloch z nehrdzavejúcej ocele objavia škvrny od hrdze, nemalo by sa okamžite konštatovať, že materiál je nekvalitný, ani by sa hrdza nemala jednoducho zotrieť a ďalej používať. Posúdenie na mieste sa môže začať tromi typmi javov:
| Vzhľad povrchu | Bežné príčiny | Odporúčaná liečba |
|---|---|---|
| Odstrániteľná rozptýlená červená hrdza, povrch bez jamiek | Prach z uhlíkovej ocele, kontaminácia nástrojov, kontaminácia pri preprave alebo skladovaní | Vyčistite a vykonajte vhodné povrchové úpravy a zároveň skontrolujte problémy súvisiace s miešaním a manipuláciou s nástrojmi. |
| Korózia pod čiernymi škvrnami, dierami alebo usadeninami soli podobnými dierkam | Jamková korózia alebo štrbinová korózia spôsobená chloridmi | Posúďte zostávajúcu hrúbku steny, prevádzkovú teplotu a médium; v prípade potreby vylepšite stupeň a optimalizujte štruktúru. |
| Hrdza, praskanie alebo porucha v blízkosti zvaru | Neodstránená horúca farba, problémy so zváraním alebo praskanie spôsobené koróziou v dôsledku napätia | Prestaňte slepo opravovať; vykonajte technickú kontrolu materiálov, zvárania a prevádzkových podmienok. |
3. Ako vybrať 201, 304, 316L, 2205 a 2507 podľa prostredia?
Pri výbere materiálov by sa mali súčasne zvážiť faktory ako médium, koncentrácia chloridových iónov, teplota, či dochádza k dlhodobej akumulácii vody, spôsob čistenia, či sú diely vystavené namáhaniu a projektovaná životnosť. Tabuľka nižšie môže slúžiť ako referencia pre vyžiadanie cenových ponúk a predbežný výber riešení; kľúčové zariadenia by sa však mali potvrdiť na základe úplných prevádzkových podmienok.
| Bežné značky | Vhodné typické prostredia a diely | Scenáre, ktoré nie sú vhodné na jednoduchú aplikáciu |
|---|---|---|
| 201 | Dekoratívne komponenty v sušiacej komore a ľahké komponenty, ktoré nevyžadujú vysokú odolnosť voči korózii a ľahko sa udržiavajú. | Dlhodobá vlhkosť, vonkajšie pobrežné oblasti, kritické komponenty pre hygienu potravín, slaná voda alebo chemické médiá. |
| 304 / 304L Odliatky bežne používajú CF8 / CF3 |
Všeobecné vnútorné vybavenie, prostredie s nízkym obsahom chlóru, štandardné súčiastky potravinárskych strojov a všeobecné stavebné komponenty. | Soľná hmla, morská voda, soľanka, zvyšky chlórového dezinfekčného prostriedku a horúce prostredie s chlórovou soľou na pláži |
| 316 / 316L CF8M / CF3M sa bežne používajú v odliatkoch. |
Súčiastky pre vlhké vonkajšie prostredie, mierne pobrežné atmosféry, sanitárne zariadenia, čerpadlá a ventily a prostredia s miernym obsahom chlóru. | Dlhodobé ponorenie do stojatej morskej vody, drsné pórovité štruktúry a vystavenie bielidlu alebo kyseline chlorovodíkovej; 316L sa nepovažuje za “univerzálny materiál odolný voči morskej vode”.” |
| Duplexná oceľ 2205 Zodpovedajúca trieda odliatku musí byť potvrdená podľa normy. |
Priemyselná voda s obsahom chlóru, odpadová voda, telesá čerpadiel, telesá ventilov, obežné kolesá a zariadenia vyžadujúce vyššiu pevnosť a odolnosť voči bodkovej korózii. | Posúdenia korózie a výrobného procesu sú stále potrebné pre kritické prevádzkové podmienky zahŕňajúce extrémne vysoké hladiny chlóru, vysoké teploty alebo nepretržitú morskú vodu. |
| Super duplexná oceľ 2507 | Komponenty pre námorné aplikácie, odsoľovanie, náročné prostredie so soľným roztokom a aplikácie vyžadujúce vyššiu odolnosť voči lokálnej korózii. | Zváranie, tepelné spracovanie, návrh medzier a kontrola kvality by sa nemali ignorovať; výber by mal byť založený na nákladoch a technických požiadavkách. |
| 310S / 2520 | Komponenty pecí, žiaruvzdorné nástroje a odliatky odolné voči vysokým teplotám s hlavným problémom vysokoteplotnej oxidácie | Tepelná odolnosť sa nerovná odolnosti voči morskej soli alebo chemickej korózii za mokra a nemôže nahradiť typy odolné voči korózii pre morské prostredie. |
IV. Odporúčania pre rôzne prostredia používania
1. Zariadenia na vnútorné sušenie a všeobecné mechanické časti
V bežnom prostredí bez soli a korozívnych čistiacich prostriedkov 304 vo všeobecnosti vyvažuje náklady, spracovateľnosť a vzhľad. Pre čisto suché aplikácie v interiéri môže postačovať 201, ale vyžaduje si jasnú definíciu frekvencie údržby a očakávanej kvality.
2. Zariadenia na spracovanie potravín, kuchynské komponenty a sanitárne príslušenstvo
Pozornosť by sa mala venovať čistiacim chemikáliám, teplote, úprave zvarov a drsnosti povrchu. Ako východiskový bod sa často používa oceľ 304 alebo 316L; ak sa počas čistenia dlhodobo používajú dezinfekčné prostriedky obsahujúce chlór, zostávajú koncentrované zvyšky alebo sa vykonáva časté čistenie pri vysokých teplotách, je potrebné prísnejšie preskúmanie materiálov a procesov.
3. Vystavenie pobrežného vonkajšieho a námorného hardvéru soľnej hmle
Soľná hmla sa hromadí pri opakovanom vystavení vlhkosti a pánty, spojovacie prvky, základne zábradlí a spojky so slabým odvodňovaním sú obzvlášť náchylné na hromadenie solí. Oceľ 316L má vo všeobecnosti lepšie výsledky ako 304, ale stále vyžaduje pravidelné oplachovanie sladkou vodou a starostlivosť, aby sa zabránilo hromadeniu solí v štrbinách; duplexná nehrdzavejúca oceľ alebo vyššie triedy by sa mali vyhodnotiť na použitie v zónach postriekaných vodou, v oblastiach vystavených dlhodobému ponoreniu alebo v kritických miestach s nosnosťou.
4. Čerpadlá, ventily, obežné kolesá a komponenty odpadových vôd a priemyselných kvapalín.
Tieto typy odliatkov nemožno vyberať výlučne na základe požiadavky na “spotrebu vody”. Médium môže obsahovať soli, kyseliny, zásady, častice a dezinfekčné prostriedky a obežné koleso alebo teleso ventilu môže byť ovplyvnené eróziou, sedimentáciou počas prestojov a medzerami. Za náročnejších podmienok ponúkajú duplexné ocele 2205 alebo 2507 často vhodnejšiu kombináciu odolnosti proti korózii a pevnosti ako bežné ocele série 300, ale kvalita odliatku, tepelného spracovania v roztoku a obrábania sa musí kontrolovať súčasne.
V. Šesť praktických opatrení na prevenciu hrdze nehrdzavejúcej ocele
- Vyberte stupeň na základe skutočných pracovných podmienok:Pri žiadosti o cenovú ponuku uveďte názov média, obsah chlóru alebo stupeň odolnosti voči soľnej hmle, teplotu, podmienky namáhania, či je potrebné ponorenie a predpokladanú životnosť, namiesto jednoduchého uvedenia “pre nehrdzavejúcu oceľ”.
- Znížte zadržiavanie vody a vznik medzier prostredníctvom návrhu:Optimalizujte odvodnenie, utesnenie prekrytí a zvarové konštrukcie, aby ste zabránili dlhému usadzovaniu soli alebo čistiacej kvapaliny.
- Izolujte uhlíkovú oceľ pred znečistením:Materiály z nehrdzavejúcej ocele, nože, brúsne kotúče a čistiace kefy by sa mali používať výlučne na určený účel a vo výrobných a skladovacích priestoroch by sa malo zabrániť krížovej kontaminácii prachom z uhlíkovej ocele.
- Venujte pozornosť čisteniu po zváraní a obnove povrchu:Morenie, pasivácia alebo vhodné čistiace úpravy sa vykonávajú podľa požiadaviek dielov a priemyslu, aby sa odstránili škvrny zo zvárania a voľné železo.
- Vyberte povrch, ktorý sa ľahko čistí:Na hladkých povrchoch sa menej hromadia nečistoty a usadeniny solí; leštenie môže zlepšiť podmienky údržby, ale nemôže napraviť nesprávny výber materiálov.
- Zaveďte cyklus preplachovania a kontroly:Príslušenstvo v prostredí pobrežia alebo soľnej hmly by sa malo pravidelne čistiť sladkou vodou a príčina by sa mala okamžite analyzovať, ak sa objavia hrdzavé škvrny, usadeniny alebo abnormálne netesnosti.
VI. V ktorých prostrediach by sa nehrdzavejúca oceľ nemala používať svojvoľne?
Nasledujúce situácie by sa nemali používať na priame určenie bežných tried, ako sú 201, 304 alebo 316; dokonca ani nehrdzavejúce ocele s vyššou legúrou by sa nemali používať bez spoľahlivých údajov o korózii, overenia materiálu alebo odborného posúdenia:
- Zariadenia a potrubia obsahujúce kyselinu chlorovodíkovú, vlhký chlór, chlórnan alebo dezinfekčné roztoky s vysokou koncentráciou chlóru;
- Sú prítomné konštrukcie vystavené dlhodobému ponoreniu do morskej vody, stojatej vode a nevyhnutnému usadzovaniu sedimentov a biologických priľnavostí, napriek tomu navrhované riešenie zohľadňuje iba nehrdzavejúcu oceľ 304 alebo 316.
- Vysokoteplotná koncentrovaná soľanka, zariadenie na tvorbu odparovacej soli alebo podmienky horúcej chloridovej soli, kde súčasne existuje ťahové napätie;
- V situáciách, kde môže chemické zloženie kolísať, v zmiešanom kyslom alebo redukujúcom kyslom prostredí a kde nie sú k dispozícii údaje o kompatibilite materiálov;
- Aj malé jamky alebo praskliny môžu spôsobiť bezpečnostné nehody týkajúce sa tlakových, nosných alebo kritických tesniacich komponentov.
V týchto prostrediach môžu byť v rámci inžinierskych riešení potrebné zvážiť superduplexnú oceľ, vysokolegovanú nehrdzavejúcu oceľ 6Mo, zliatiny na báze niklu, titán, nekovové obloženia alebo iné systémy ochrany proti korózii a závery by sa mali vyvodiť na základe údajov a testov.
7. Aké informácie by mali byť poskytnuté výrobcovi pred zakúpením odliatkov z nehrdzavejúcej ocele?
Ten istý výkres môže mať za následok úplne odlišné materiály a výrobné plány v závislosti od pracovného prostredia. Pre zlepšenie efektívnosti cenovej ponuky a technickej komunikácie sa odporúča pripraviť nasledujúce materiály:
- Výkresy dielov, rozmerové tolerancie, požiadavky na povrch a odhadované množstvo nákupu;
- Použité médium, teplota, tlak, prietok, obsah solí/chloridových iónov a čistiaci prostriedok;
- Či už ide o vonkajšie, pobrežné, premočené, štrbinové alebo dlhodobo odstavené sedimentačné prostredie;
- Požadované triedy materiálov, príslušné normy, požiadavky na tepelné spracovanie, testovanie a certifikáciu materiálov;
- Je to potrebné?Presné odlievanieCNC obrábanie, leštenie, morenie a pasivácia a kontrola hotových výrobkov.
Záver
Hrdzavenie nehrdzavejúcej ocele si nie je protirečivé; to, čo skutočne určuje jej životnosť, je...Prostredie, stupeň, konštrukcia, kvalita výroby a údržbaKombinácia materiálov je dôležitá. Pre všeobecné použitie v interiéri je 304 často ekonomická a spoľahlivá; pre soľnú hmlu, kvapaliny obsahujúce chlór alebo náročnejšie priemyselné prostredie je potrebné materiály ako 316L, 2205 alebo 2507 postupne posudzovať podľa pracovných podmienok; a vo vysoko korozívnych alebo bezpečnostne rizikových scenároch by sa bežná nehrdzavejúca oceľ nemala slepo vyberať na základe skúseností.
Spoločnosť Haijin Stainless Steel sa špecializuje na presné odlievanie, vytaviteľné odlievanie a CNC obrábanie nehrdzavejúcej ocele. S klientmi vieme prediskutovať materiálové a výrobné riešenia pre časti čerpadiel a ventilov, obežné kolesá, potrubné armatúry, námorné a stavebné kovanie a neštandardné mechanické komponenty na základe výkresov zákazníkov a skutočného prostredia použitia. Predloženie vašich pracovných podmienok a výkresov nám pomáha jasne zvážiť riziká korózie pred výrobou.
Referencie
- Niklový inštitút, Pokyny pre niklové nehrdzavejúce ocele pre morské prostredie, prírodné vody a soľanky.
- Euro Inox / Niklový inštitút, Morenie a pasivácia nehrdzavejúcej ocele.







